Я тоже хотел делать уголки, но меня удерживает от этого дела вот какие моменты:
1. надо делать два штампа - один вырубать заготовку а во втором выгибать.
Почитал книжке по штамповке, надо делать качественный штамп - нет станков, а заказать трудно и дорого.
Грохота будет много, гаража нет, ждать лета и дачи - долго.
2. гофра.
Обдумывал вариант с "прокаткой" , по типу закатки консевных банок. Один ролик закреплен неподвижно, а второй обкатывает его, после каждого прохода по меньшему радису. Сделать проще.
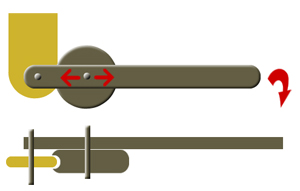
Но проблемы с уступом, очень нужная вещь (на рис. Валериного уголка отметил звездочкой.)

Но останавливает меня, в основном, момент 3.
3. Даже сделав уголок, и очень хорошо, его надо никелеровать или хромировать.
Отдавать гальваникам - кому и сколько это будет стоить?
Самому заняться - очень хлопотно.
А на гармонь надо минимум 64 уголка.
Наверное проще и дешевле купить, а самому заняться более приятной, творческой работой - дизайн, настройка.
А уголок у Валеры получился хороший, здорово.
Владимир


 Тема: Технические решения для ремонта гармоней(инструменты,приспособления,идеи) (Прочитано 202049 раз)
Тема: Технические решения для ремонта гармоней(инструменты,приспособления,идеи) (Прочитано 202049 раз)