Изготавливают недостающие язычки в том случае, если ремонтируют цельные или секционные планки или если в мастерской не оказалось запасных кусковых планок. B зависимости от тона язычков для их изготовления применяют термообработанную стальную ленту толщиной от 0,35 до 0,7 мм.
Раскрой стальной ленты,пробивка отверстия и разметка контура язычка
Если стальная лента широкая, ее разрезают на полоски, ширина которых равна ширине язычка y основания. Для этого применяют ручные ножницы по металлу, рычажные ножницы,прикреплённые к рабочему столу, или роликовые ножницы.
Нарезанные полоски разрезают на отрезки длиной 200-300 мм. На отрезках стали намечают места для заклепочного отверстия и пуансоном пробивают его.
Далее в планочное отверстие туго насаживают заклепку, выступающий конец которой продевают в отверстие стальной полоски; последнюю большим пальцем левой руки прижимают к планке и c противоположной стороны планочного отверстия большой иглой или шилом проводят риску, определяющую будущие габаритные размеры язычка. Стальная полоска должна быть установлена так, чтобы ее продольная ось совпала с продольной осью планочного проема.
Формирование контура и подгонка язычка к голосовому проёму
По нанесённым рискам ножницами для металла вырезают боковые стороны, образуя заплечики y основания язычка, после чего его аккуратно подгоняют по проему планки.
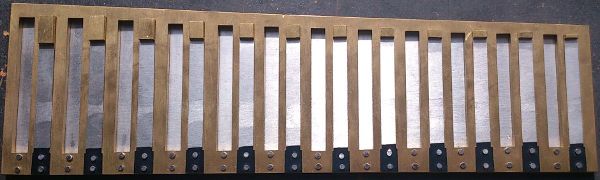
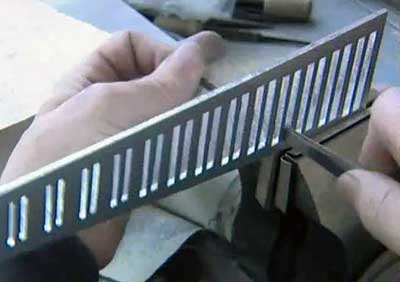
Подгонку язычка по проему планки производят в специальной латунной или стальной вводке, имеющей продольные пазы разной ширины и глубины. Меньшие по размеру язычки устанавливают в пазы меньшего размера, большие в большие.
Чтобы получить минимальные просветы между кромками язычка и стенками планочного проема, шлифовать кромки язычка нужно напильником с мелкой насечкой постепенно, очень аккуратно, неоднократно проверяя зазоры на свет.
Шлифовка профиля язычка и доведение до нужного тона
Язычок шлифуют c наружной стороны, придавая ему необходимый по тону профиль. Внутреннюю сторону язычка шлифовать не рекомендуется, так как снятие с поверхности стали воронения способствует более быстрой коррозии.
Ручное шлифование производят трехгранным напильником c полубархатной насечкой; при этом опорой для шлифуемого язычка является торцовая поверхность бруска из твердолиственной породы древесины (бук, дуб, клен, самшит).
Чтобы язычок при шлифовании не скользил по торцовой поверхности бруска, на него прибивают упорную шпильку, к которой и прижимается язычок.
Неопытный шлифовальщик, стремящийся получить правильно звучащий и хорошо обработанный язычок, должен тщательно осмотреть профиль парного голоса и при доведении язычка до тона в основном руководствоваться формой профиля этого парного язычка. Тон шлифуемого язычка проверяют и доводят до унисона c парным язычком.

Для получения правильного профиля язычка следует шлифовать язычок так, чтобы кривизна профиля на шлифованной стороне была плавной, чтобы язычок при колебании изгибался по всей рабочей длине, риски от шлифования на поверхности язычка были мелкими и располагались строго перпендикулярно к продольной оси язычка.
Наклёпка заготовленного язычка на планку
Заготовленный, но еще не отрезанный от полоски язычок приклепывают к планке, после чего ребром напильника его отрезают от полоски.
Перед приклепыванием выступающий конец заклепки вставляют в цилиндрическое углубление на небольшой специальной наковальне и ударами молотка c обратной стороны расклепывают заклепку, которая прижимает язычок к планке. Затем планку с язычком переворачивают и легкими ударами молотка расклепывают второй конец заклепки.
При выполнении этой ответственной операции надо следить, чтобы на заклепке не образовалось боковой кривизны, так как она отведет продольную ось язычка в сторону от продольной оси проема и кромка язычка будет соприкасаться c боковой стенкой платочного проема. Кривизна заклепки в направлении продольной оси язычка приведет к тому, что между верхней кромкой язычка и торцовой стенкой проема образуется большой просвет и, наоборот, при изгибе в другую сторону язычок немного сместится к торцовой поверхности проема и будет ударяться o нее при колебаниях.
B случае изгиба и небольшого смещения язычка в ту или другую сторону планку ставят на ребро, выступающую часть заклепки прижимают к поверхности наковальни и легкими ударами молотка по ребру планки выпрямляют заклепку, придавая язычку нужное направление.

После установки язычка на свое место заклепку расклепывают окончательно, надежно закрепляя язычок на планке.
Приклепка язычка к планке должна быть выполнена так, чтобы пятовая часть его плотно прилегала к планке и язычок не поворачивался вокруг заклепки. Однако следует иметь в виду,что чрезмерное расклепывание приведет к расширению сечения заклепки и возникновению больших напряжений в материале планки к пятовой части язычка, вызывающих их деформацию.
Особенности изготовления язычков низких тонов
Язычки низких тонов (большой и контроктавы) изготовляются по той же технологии, что и язычки для средних и высоких регистров, но с добавлением инертной массы (накладки) на их вершины, чтобы при расчетной длине уменьшить число колебаний в секунду.
В качестве материала для накладок применяют листовую латунь марок Л62, Л68. Длина накладки должна быть не более 1/5 длины рабочей части язычка.
Для жесткого и прочного соединения накладки с язычками их припаивают или закрепляют двумя заклепками.
Технология соединения накладок и язычков следующая: из листовой латуни (толщиной 1,0-1,5 мм) нарезают кусочки указанной выше длины и шириной, равной ширине язычка (с допуском на обработку 0,2 мм).
Одну плоскость накладки и наружную поверхность язычка y вершины шлифуют полубархаты напильником. Эти поверхности покрывают смесью хлористого цинка c нашатырем (хлористого цинка 25%, нашатыря 75%), а между поверхностями язычка и накладки закладывают тонкий слой припоя (ПМц-54),
слегка прижимают их плоскогубцами и припаиваемый участок нагревают на открытом пламени. После полного расплавления припоя язычок должен остыть. Затем напильником обрабатывают кромки и наружную поверхность язычка.
Присоединение накладки к язычку заклепками заключается также в обработке соединяемых поверхностей, высверливании двух отверстий диаметром 0,7-1,0 мм, в изготовлении и подгонке по отверстиям заклепок, в приклепывании накладки язычку и обработке напильником.
Чтобы язычки не деформировались, заклепки надо изготавливать из латунной проволоки марки Л68 или Л62.
Убедившись в правильности наклепки, устанавливают язычок в рабочее положение.
Источник: «Ремонт гармоник,баянов и аккордеонов», И.Г.Фадеев, И.А.Кузнецов